

Станки для производства кирпича блоков тротуарной плитки
СТРОИТЕЛЬСТВО ЗАВОДОВ
Группа компаний «ВОГЕАН» предлагает Вам строительство заводов «Под ключ»!
А) Кирпича: 250х120х65 мм; 250х120х88 мм; 250х120х138 мм;
Б) Блока: 390х190х188 мм и его разновидности;
В) Тротуарной плитки;
Производительностью: от 5 млн.шт.усл.кирпича/год до 60 млн.шт.усл.кирпича/год и выше.
Метод: виброформование, Вяжущее: цемент.
А) Блока: 390х190х188 мм и его разновидности;
Производительностью: от 4,2 млн.шт.блоков/год до 50,4 млн.шт.блоков/год и выше.
Метод: виброформование, Вяжущее: цемент.
А) Кирпича: 250х120х65 мм; 250х120х88 мм;
Б) Тротуарной плитки;
Производительностью: от 2 млн.шт.усл.кирпича/год до 80 млн.шт.усл.кирпича/год и выше.
Метод: гиперпрессование, Вяжущее: цемент.
А) Кирпича: 250х120х65 мм; 250х120х88 мм; 250х120х138 мм;
Производительностью: от 7,5 млн.шт.усл.кирпича/год до 180 млн.шт.усл.кирпича/год и выше.
Метод: гиперпрессование, Вяжущее: известь с автоклавной обработкой.
А) Кирпича: 250х120х65 мм; 250х120х88 мм; 250х120х138 мм;
Производительностью: от 7,5 млн.шт.усл.кирпича/год до 75 млн.шт.усл.кирпича/год и выше.
Метод: полусухого гиперпрессования с обжигом в печах обжига (газ, уголь).
Оборудование для производства строительных материалов
Так же по желанию заказчика мы можем предложить оборудование по производству и выпуску других строительных материалов (тротуарной плитки, черепицы, бордюров, бордюрного камня и т.д.). Если покупателю (заказчику) необходимо оборудование данных строительных материалов, то необходимо связаться с нами по реквизитам указанным в разделе: Контакты.
Основные виды оборудования (технологических линий) производимые на нашем предприятии:
— Оборудование для производства кирпича;
— Оборудование для производства блоков;
— Оборудование для производства тротуарной плитки;
— Оборудование для производства бордюров;
— Оборудование для производства силикатного кирпича;
— Оборудование для производства керамического кирпича ( с обжигом ).
— Оборудование для производства железнодорожных шпал.
Наши технологические линии по производству и выпуску кирпича и блока очень гибкие, могут изменяться по длине, ширине и высоте. Поэтому оборудование может размещаться как в новых так и встроющихся зданиях. Это позволяет заказчику (покупателю) не заказывать строительство здания у нас, что соответственно снижает цену строительства завода под ключ.
На нашем сайте Вы найдете интересующую Вас информацию по заводам различной производительности от 3,5 млн. шт. / год до 125 млн. шт. / год и более.
Так же хотели бы отметить, если Вам необходим завод или оборудование другой производительности, то мы Вам может предложить и такой вариант. За более подробной информацией по технологии и ценам заводов другой производительности, чем указаны на нашем сайте проcьба обращаться непосредственно к нам по реквизитам указанным в разделе: Контакты.
Основные преимущества наших заводов по производству кирпича и блока:
— Очень маленькие производственные площади.;
— Любая производительность заводов;
— Минимум персонала от 3 человек / смена для обслуживания производства;
— Приемлемые цены на оборудование по сравнению с конкурентами;
— Низкая себестоимость кирпича и блока;
— Мобильность — возможность смены производства кирпича на блок или другие виды строительных материалов;
— Возможность выпускать на одном оборудовании одинарный и полуторный кирпич без реконструкции;
— Высокое качество кирпича, возможность испльзования как для наружного так и для внутреннего применения.
Станок для производства тротуарной прессованной плитки
В настоящее время производство плитки для мощения тротуаров является одним из самых прибыльных. Для его организации потребуется минимум оборудования. Но к выбору станков следует подойти очень внимательно.
Принцип работы станка по производству тротуарной плитки

Способ изготовления во многом напоминает методику изготовления обычных шлакоблоков. Разница заключается в размере формы и в компонентах исходного состава. Поэтому перед тем как начать планирование производства необходимо ознакомиться с конструкцией станка.
Для оптимизации рабочего пространства лучше всего выбирать модели с комплексным расположением элементов. Фактически в одной конструкции будут находиться все компоненты для изготовления тротуарной плитки методом прессования. Дополнительно потребуется приобрести бетономешалку для формирования раствора.
Описание элементов станка для производства тротуарной плитки:
- вибрационный стол. Необходим для усадки раствора, образования однородной массы в форме;
- пресс. С его помощью происходит формирование готового изделия;
- форма. Она может быть стальная или полиуретановая. Для небольшого производства достаточно приобрести модель с одновременным изготовлением 2-3 плиток стандартной формы.
Дополнительно потребуются подставки, на которых будут размещаться готовые изделия. После прессования они должны пройти этап простушки, поэтому для их перемещения следует сделать деревянные подставки.
Большинство заводских установок рассчитаны для питания 380 В. Если же подвод этой электросети будет затруднителен — можно приобрести станок для тротуарной плитки методом прессования с электродвигателем 220 В.
Для формирования различных цветов потребуется специальный краситель. Он не должен изменять своего первоначального цвета под действием солнечных лучей или из-за постоянной механической нагрузки.
Параметры выбора станка для производства тротуарной плитки
Одним из основных критериев выбора является стоимость оборудования. На формирование цены влияет его производительность, качество комплектующих и трудоемкость выполнения работы. Также необходимо обращать внимание на условия гарантии.
Определяющим параметром будет тип механизма для создания давления внутри форм. Для небольшого или частного производства можно приобрести модели с ручным приводом. Благодаря системе рычагов не нужно прилагать большие усилия для формирования заготовок тротуарной плитки.
Если необходимо обеспечить большой объем производительности – рекомендуется приобретать модели станков с электродвигателями. Они будут выполнять две функции – создание давления внутри формы и работу вибрационного стола. Альтернативным вариантом является применение системы гидравлических цилиндров. Но для этого потребуется приобрести компрессор.
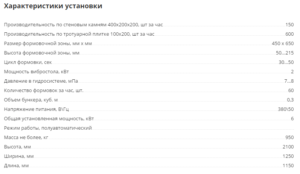
Основные технические параметры станка для изготовления тротуарной плитки:
- производительность. Среднее значение этого параметра – 1500 шт. за смену;
- размеры получаемых блоков. Стандартные габариты – 95*60*115 мм;
- минимальное и максимальное давление на пуансоне. Обычно оно составляет 500 и 700 кг соответственно.
Для предотвращения микротрещин в смесь необходимо добавлять пластификаторы. Их состав и пропорциональное отношение зависят от эксплуатационных качеств тротуарной плитки.
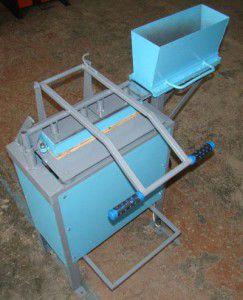
Промышленный вибропресс Ультра



Зачем нужен вибропресс для тротуарной плитки

Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
 Рисунок 1. Вибропресс для тротуарной плитки
Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.
Мини-станок для производства тротуарной плитки (брусчатки) методом вибропрессования
Производство тротуарной плитки с точки зрения рентабельности этого бизнеса всегда привлекало предпринимателей. Все дело в том, что затраты на расходный материал и оборудование при правильном подходе быстро окупаются.
Себестоимость расходников составляет около 50-ти процентов от итоговой прибыли. Таким образом, этот бизнес можно считать экономически выгодным. В следующем информационном блоке мы рассмотрим модели станков для производства тротуарной плитки и брусчатки.

Мини-станок для производства тротуарной плитки (брусчатки) методом вибропрессования РПБ-1500
Явным преимуществом этой модели считается то, что по сравнению с затратами на расходный материал, стоимость станка сравнительно невелика. В комплектацию станка входит несколько видов матриц.
К ним относятся:
- «Кирпичик»;
- «Брук»;
- «Волн»;
- «Двойное Т».
Для начала производства необходимо использовать хотя бы один из видов матрицы. Например, за 8 часов станок выпустит до 1500 плиток на матрице «Кирпичик». То есть получается, что за 20 секунд производится 2 плитки. При этом размер кирпичика составит 200х100х60 мм. Размер заготовки «Волна» равен 233х127х60 мм.

Вибропресс ВИПР1-2м для тротуарной плитки и блоков
Для работы на станке необходимо участи 2-х человек. В качестве расходного материала производства используется песок, цемент, краситель (для цветных блоков). Особенности оборудования представлены ниже.
- Станок работает от электропривода, мощность которого 300Вт.
- Число оборотов составляет 3000 в минуту.
- Размеры станка 95х60х115 мм. Масса 50 кг.
- Цена станка в начальной комплектации и с использованием одного вида матрицы 33600 руб.
Так же на нашем сайте вы сможете узнать цену станка для производства профиля для гипсокартона.
Станок производит плитку для тротуаров и стеновые блоки вибропрессовальным способом. Данный метод считается самым востребованным в России. С таким аппаратом, как мини-станок для производства тротуарной плитки (брусчатки) методом вибропрессования, можно полностью автоматизировать процесс производства до высокого уровня.
Работа на таком аппарате не требует больших затрат и не отнимает много времени. Чтобы переключиться от производства одного вида продукции на другой, достаточно просто поменять матричный блок. Многочисленные исследования работы станка показали, что по качеству производимой продукции он превосходит итальянского производителя. Это связано с использованием зарубежных качественных контроллеров и современной гидравлической системы.
- Поле прессования имеет размеры 500х500 мм.
- Габариты станка: 5х1,4х3 м.
- Потребляемая мощность составляет 8 кВт.
- Вес станка 1450 кг.
- Прессовальный цикл составляет 40 секунд.
Цена станка — 690 000 рублей.
Дополнительно в нашем каталоге находится информация о том, как купить бу станок для изготовления профнастила. Имея в арсенале инструмента такое оборудование можно быть уверенным за гарантированное получение прибыли со своего бизнеса. Российские производители доказали на примере представленных моделей станков, что способны производить качественное профессиональное оборудование, во многом превосходящее импортное.
Тротуарная плитка. Виды и технология изготовления тротуарной плитки.
Тротуарная плитка — это плоские по форме и твердые штучные материалы, изготовленные из бетонных смесей, глины, полимерных и резиновых материалов, используемые для мощения пешеходных дорожек, тротуаров, дворов и разного рода площадок.
В настоящее время существует большое разнообразие тротуарной плитки, потому необходимо обладать хотя бы минимальными знаниями о данном отделочном материале, для выбора подходящей плитки для каждого отдельного случая. В этой статье мы рассмотрим основные характеристики, виды и свойства разных видов тротуарной плитки, что позволит читателю сделать правильный выбор плиточного материала для конкретно своего случая.
Виды тротуарной плитки по способу производства и материалу изготовления
Изготовление вибролитой тротуарной плитки
Для изготовления вибролитой плитки необходимо простое оборудование, такое как бетономешалка, набор пресс-форм (которые могут быть из силикона, полиуретана или пластика) и вибростола. Изготовить ее можно в кустарных условиях.

вибролитая тротуарная плитка
Изготавливают данную тротуарную плитку из бетонной смеси включающей в себя мелкий щебень, цемент с песком, пластификатор и окрашивающий пигмент с водой. Кроме перечисленных компонентов, можно добавлять и другие материалы, такие как гранитную или базальтовую крошку, фиброволокно, стекловолокно, некоторые изделия армируют проволочной сеткой, для повышения прочности.
Наполненные бетонной смесью пресс-формы устанавливаются на вибростоле, в процессе работы которого из смеси в формах удаляются остатки воздуха и сам состав уплотняется. Прочность изделие набирает в течении трех- пяти дней, затем готовое изделие извлекается из пресс- форм и досушивается в течении трех недель до возможности его использования.

Производство вибролитой тротуарной плитки в кустарных условиях простое и дешевое. Такая плитка пригодна для использования для мощения поверхностей не подвергающихся большим нагрузкам, для тротуаров в жилых дворах, так как она не характрезуются высокой прочностью и морозостойкостью. Таким образом, изготавливается плитка толщиной до 60 мм. Тротуарная плитка на которую предполагается воздействие больших нагрузок, например для передвижения тяжелого автотранспорта изготавливается методом гиперпрессования.
Изготовление вибропрессованной тротуарной плитки
Вибропрессованная плитка изготавливается на заводах, на специальных технологических линиях. В отличие от процесса производства вибролитой плитки еще используется специальный пресс для придания высокой прочности и плотности изделию. Прочность такая тротуарная плитка набирает в пропарочных камерах, где подвергается воздействию высокой температуры.

Такая плитка используется для мощения поверхностей автостоянок подъездов, где будет претерпевать тяжелые нагрузки.
Изготовление гиперпрессованной плитки
Гиперпрессованную плитку изготавливают методом полусухого прессования. Изготавливают и ее из цемента и мраморного известняка с добавками минералов и пигментов.

Такое производственное сырье помещают в пресс-формы и подвергают воздействию пресса с давлением до 20 Мпа. Затем, на полученные изделия воздействуют высокой температурой в пропарочных камерах с особым режимом температуры. После чего, полученные изделия просушивают в специальных помещениях с определенным режимом температуры и влажности. Процесс такого производства тщательно отрегулирован и должен соответствовать разработанной технологии во всех тонкостях. Гиперпресованную плитку используют не только для мощения тротуаров, но и для обустройства фасадов.
Изготовление полимерпесчаной тротуарной плитки
Полимерпесчаная плитка – это строительный материал, для изготовления которого используют мелкофракционный песок, который составляет до 75 % тела изделия, полимерную крошку, разного рода красители и модифицирующие присадки.

Для производства сырьевую смесь нагревают до высокой температуры, за счет которой происходит плавление полимерной составляющей сырья, ее перемешивают и формируют под давлением.

двор вымощенный из полимерпесчаной плитки
Полимерпесчаная плитка обладает повышенной морозостойкостью, износоустойчивостью и долговечностью от 40 лет, не впитывает влагу, выдерживает высокие нагрузки как и гиперпресованная тротуарная плитка. За счет своего небольшого веса удобна в работе и не создает дополнительной нагрузки на свое основание. За счет использования полимерных материалов устойчива к воздействию химических и биологических веществ.
Брусчатка. Изготовление тротуарной плитки из природного камня
Тротуарная плитка изготовленная из природного камня – брусчатка, является наиболее дорогостоящим материалом для мощения тротуаров, пешеходной и проезжей поверхностей, в связи с тем что обладает уникальными эксплуатационными свойствами.

Для изготовления тротуарной плитки из природного камня, используют такие горные породы как: мрамор, гранит, травертин, кварцит, песчаник. Подробнее о природном камне в строительстве.
Изделия изготавливают путем распила горных пород с помощью промышленных станков. Размеры плитки могут быть самыми различными, определятся как индивидуально, по заказу, так распил осуществляется на стандартные размеры. Как правило уто размеры сторон: 100х100, 100х200, 200х200, 300х300 мм и толщина изделия 60—80 мм.

Брусчатка различается по способу обработки граней:
Пиленая брусчатка – это изделие с ровными гранями , которые подвергают шлифованию.
Колотая брусчатка – это брусчатка которую изготавливают путем скола частей горной породы, при этом грани камня приобретают необработанный естественный или дикий вид.
Колото-пиленая брусчатка, камень обрабатывается таким образом что верхняя и нижняя поверхности брусчатки колотые то есть имеют вид дикого камня, а грани изделия изготавливаются ровными.
Изготовление клинкерной тротуарной плитки
Клинкерную тротуарную плитку изготавливают как и кирпич из обожженной глины, потому в простонародье ее так и называют – дорожным клинкерным кирпичом.

Для производства клинкерного дорожного кирпича размечают сухую глиняную смесь и очищают, затем разводят с водой. Влажную глиняную массу подвергают давлению через специальные экструзионные отверстия, для удаления влаги и частиц воздуха. Таким образом образуются длинные прямоугольные заготовки, которые нарезают на изделия соответствующего размера. Готовое изделие высушивают несколько дней при температуре до 150° С, обжигают в туннельной печи в течение двух суток.
Клинкерную тротуарную плитку используют для мощения тротуаров, проездов и стоянок автомобилей, для газонов, для отвода воды. Такую плитку производят разнообразной формы и цветовой гаммы.
Резиновая плитка. Производство резиновой плитки
Среди материалов для мощения пешеходных дорожек и площадок следует отметить и резиновую плитку, хотя ее нельзя определить только как тротуарную плитку, поскольку ее широко применяют и для отделки поверхности полов в специализированных помещениях.

тротуарная резиновая плитка
Резиновая плитка производится из резиновой крошки, которую получают при утилизации автомобильных покрышек, обуви других изделий из резины и полиуретана, с добавлением пигментов, которые необходимы для придания нужного цвета изделию. Полученную сырьевую массу подвергают воздействию высокой температуры, перемешивают все добавленные в нее компоненты и выливают изделия в заготовках нужной формы.

площадка вымощенная плиткой из резиновой крошки
Резиновую плитку используют в первую очередь, для покрытия спортивных и детских площадок, лестниц, пандусов для инвалидов, площадок бассейнов и аквапарков, примыкающих к водоемам, используют как напольное покрытие спортивных , тренажерных залов, промышленных зданий.
Резиновая плитка обладает способностью амортизировать, что позволяет избежать травм, она не скользкая, имеет высокую износостойкость, морозостойкость, выдерживает значительные нагрузки. Резиновую плитку просто монтировать и легко демонтировать, не выделяет вредных для здоровья веществ.

Каждая из разновидностей материалов для отделки пешеходных дорожек, тротуаров, уличных площадок и площадей имеет место на свое существование и благодаря своим уникальным качествам будет выполнять свои функции и придавать эстетический внешний вид всему ландшафту будь то приусадебный участок или часть уличной инфраструктуры города.

