

Оборудование для производства кирпича тротуарной плитки
Производство тротуарной плитки в домашних условиях

Технология производства тротуарной плитки достаточно проста. Выполнять ее можно в домашних условиях. Для изготовления тротуарной плитки понадобится достаточно доступное по цене оборудование. Судите сами, самое дорогое, что вам придется купить это бетономешалка. Вибростол можно изготовить своими руками. Формы для плитки придется покупать, но они на сегодняшний день не такие дорогие как раньше. Хорошую форму из качественного материала можно купить по цене от 1$ за штуку. Цену на форму определяет качество материала, размер и стиль оформления самой формы. Для полной комплектации лини необходимо приобрести подборочную лопату, хорошее металлическое ведро на 10 литров, полеты которые будут заставлены готовой плиткой, резиновые перчатки для безопасной работы. Когда у вас полностью комплектная линия для изготовления тротуарных плиток можно приобрести и доставить сырье для производства:
- цемент марки не ниже А-Ш-400;
- пластификатор C-3;
- пигментный краситель;
- отсев гранитный;
- смазку для форм.
Сам производственный цикл можно разделить на несколько этапов:
- подготовка пластиковых форм;
- приготовление цветного бетона;
- процесс вибролитья суточная;
- выдержка;
- распалубка и новая подготовка форм.
Дальше рассмотрим процесс изготовления тротуарной плитки в деталях. Определим рентабельность бизнеса и сроки окупаемости.
Тротуарная плитка изготавливается по простому технологическому процессу
 Подготовка форм перед изготовлением вибролитых изделий. Тротуарную плитку изготавливают на простом оборудовании:
Подготовка форм перед изготовлением вибролитых изделий. Тротуарную плитку изготавливают на простом оборудовании:
- вибростол;
- бетономешалка;
- формы.
Вот подробная инструкция по изготовлению бетонных изделий способом вибролитья. В начале производственного цикла необходимо подготовить формы для заливки. Формы лучше использовать пластиковые. Технологией предусмотрены нюансы при формовке и распалубке вибролитых изделий. Предварительно перед изготовлением смазываем формы специальной смазкой для качественно распалубки. Так же смазка подливает срок службы форм до 500 циклов и больше. Смазанные формы лучше мыть после распалубки перед следующей заливкой. Это тоже очень важно. Новичкам смазку лучше приобретать специальную. При желании смазку можно сделать самому. Но тут важно четко угадать с пропорциями. Смазку для пластиковых форм делают так. 50 грамм моторного масла следует разбавить в 1,5 литрах воды. Нужно очень хорошо и долго взболтать такую смесь. Очень осторожно экспериментируйте с пропорциями смазки. Вам важно выбрать идеальный баланс жирности. Слишком жирная смазка обракует всю вашу партию. После очень жирной смазки получаются раковины в плитке. Такая тротуарная плитка больше похожа на ракушник. Слабая жирность в смазке не даст должного эффекта при распалубке. После смазки форм можно приготовить бетон.
 Подготовка составных компонентов для приготовления бетона. Перед приготовлением бетонной смеси требуется подготовить сам бетоносмеситель. Ведром воды ополосните бетономешалку из нутрии. Воду обязательно вылить. Стенки, где будет перемешиваться бетон должны быть влажными. Для изготовления тротуарной плитки необходимо делать на половину мокрый бетон. От этого зависит его прочность и продолжительность выдержки изделий в формах. Влажные стенки будут более качественно смешивать состав бетона и не дадут сильно засорить бетономешалку растворными налетами. Дальше следует подготовить пластификатор и бетонный краситель. Пластификатор должен составлять 0,5% от количества всех компонентов раствора в сухом виде. На 40 литров бетона понадобится 200г. пластификатора. Ни в коем случаи нельзя добавлять пластификатор в сухом виде. Его надо сначала приготовить. Разбавляем 200г. пластификатора в 1 литре горячей воды 70-80 градусов Цельсия. Вода должна быть обязательно горячей, чтобы пластификатор хорошо растворился. В горячую воду из мерного стаканчика хорошо расколачивая, добавляйте маленькими порциями порошок пластификатора. Нельзя допускать осадка он должен хорошо раствориться. Дальше подготавливаем пигментный краситель бетона. Процентное соотношение красителя должно составлять не менее 2% от всех компонентов в сухом виде. Если делать качественную тротуарную плитку нельзя экономить на красителе. У вас должен получиться насыщенный цвет бетона, который будет годами держать свой оттенок. Пигментный краситель достаточно дорогой и многие пытаются удержать себестоимость продукции за счет экономии при расходах пластификатора. Но такой подход неоправдан. Через год-два плитка потеряет свой цвет. Через два года после дождя мокрая плитка будет смотреться как новая, но в сухом состоянии цвета почти не видно. Чтобы оправдано сэкономить краситель лучше использовать технологию заливки двумя слоями. Наполовину наполнять формы цветным бетоном и зразу же бесцветным. Такая плитка будет даже прочнее. Только промежутки между заполнением слоев не должны превышать 20 минут. Так можно сэкономить дорогой краситель в 2 раза. 800г красителя предварительно разбавьте в 3 литровой банке с водой при температуре 40-50 градусов. Так же тщательно перемешивайте и добавляйте маленькими порциями. Ни в коем случаи нельзя допускать осадков в красителе. Такой осадок может браковать вашу плитку. Маленький комок осадка красителя в лицевой стороне плитки делает раковину. Так тротуарная плитка может потерять товарный вид и прочность из-за плохо разбавленного красителя. Если пигментный краситель плохо разбавленный, он не придаст должного цвета для плитки.
Подготовка составных компонентов для приготовления бетона. Перед приготовлением бетонной смеси требуется подготовить сам бетоносмеситель. Ведром воды ополосните бетономешалку из нутрии. Воду обязательно вылить. Стенки, где будет перемешиваться бетон должны быть влажными. Для изготовления тротуарной плитки необходимо делать на половину мокрый бетон. От этого зависит его прочность и продолжительность выдержки изделий в формах. Влажные стенки будут более качественно смешивать состав бетона и не дадут сильно засорить бетономешалку растворными налетами. Дальше следует подготовить пластификатор и бетонный краситель. Пластификатор должен составлять 0,5% от количества всех компонентов раствора в сухом виде. На 40 литров бетона понадобится 200г. пластификатора. Ни в коем случаи нельзя добавлять пластификатор в сухом виде. Его надо сначала приготовить. Разбавляем 200г. пластификатора в 1 литре горячей воды 70-80 градусов Цельсия. Вода должна быть обязательно горячей, чтобы пластификатор хорошо растворился. В горячую воду из мерного стаканчика хорошо расколачивая, добавляйте маленькими порциями порошок пластификатора. Нельзя допускать осадка он должен хорошо раствориться. Дальше подготавливаем пигментный краситель бетона. Процентное соотношение красителя должно составлять не менее 2% от всех компонентов в сухом виде. Если делать качественную тротуарную плитку нельзя экономить на красителе. У вас должен получиться насыщенный цвет бетона, который будет годами держать свой оттенок. Пигментный краситель достаточно дорогой и многие пытаются удержать себестоимость продукции за счет экономии при расходах пластификатора. Но такой подход неоправдан. Через год-два плитка потеряет свой цвет. Через два года после дождя мокрая плитка будет смотреться как новая, но в сухом состоянии цвета почти не видно. Чтобы оправдано сэкономить краситель лучше использовать технологию заливки двумя слоями. Наполовину наполнять формы цветным бетоном и зразу же бесцветным. Такая плитка будет даже прочнее. Только промежутки между заполнением слоев не должны превышать 20 минут. Так можно сэкономить дорогой краситель в 2 раза. 800г красителя предварительно разбавьте в 3 литровой банке с водой при температуре 40-50 градусов. Так же тщательно перемешивайте и добавляйте маленькими порциями. Ни в коем случаи нельзя допускать осадков в красителе. Такой осадок может браковать вашу плитку. Маленький комок осадка красителя в лицевой стороне плитки делает раковину. Так тротуарная плитка может потерять товарный вид и прочность из-за плохо разбавленного красителя. Если пигментный краситель плохо разбавленный, он не придаст должного цвета для плитки.
 Технологический процесс изготовления вибролитой плитки. Когда у нас формы смазаны, пластификатор и пигментный краситель разбавлены, бетономешалка увлаженная, можно заколотить бетон. В технологии изготовления тротуарной плитки есть свои особенности для приготовления бетона. Это низкий состав воды. Прочность бетонных изделий зависит от коэффициента соотношения цемента и воды. Стоит только на 30% добавить больше жидкости и бетон потеряет свою прочность в 2 раза. Раствор для плитки как уже упоминалось выше, должен быть наполовину мокрый (как мокрая земля). Он может показаться вам слишком сухим, но как только попадет на вибростол, уже покажется слишком мокрым. Это такой фокус, который вас ожидает в процессе изготовления тротуарной плитки. Поэтому воду мы добавляем меньше чем цемента на 30% от объема. На 3 ведра цемента уходит 2 ведра воды и это включительно с пластификатором и красителем. Такой бетон достаточно сложно вымешать. Для этого и нужно предварительно увлажнять бетоносмеситель. Ну, теперь включаем бетономешалку и в первую очередь заливаем отмеренную порцию воды пока без красителя и пластификатора. Дальше добавляем порцию цемента и перемешиваем, чтобы получилась однородная эмульсия (в народе говорят молочко). Потом добавляем отсев и у нас уже получается раствор. Хорошо перемешиваем и добавляем предварительно разбавленные компоненты: пластификатор и краситель. И все это хорошо вымешиваем пока не получим красивую на цвет однородную массу.
Технологический процесс изготовления вибролитой плитки. Когда у нас формы смазаны, пластификатор и пигментный краситель разбавлены, бетономешалка увлаженная, можно заколотить бетон. В технологии изготовления тротуарной плитки есть свои особенности для приготовления бетона. Это низкий состав воды. Прочность бетонных изделий зависит от коэффициента соотношения цемента и воды. Стоит только на 30% добавить больше жидкости и бетон потеряет свою прочность в 2 раза. Раствор для плитки как уже упоминалось выше, должен быть наполовину мокрый (как мокрая земля). Он может показаться вам слишком сухим, но как только попадет на вибростол, уже покажется слишком мокрым. Это такой фокус, который вас ожидает в процессе изготовления тротуарной плитки. Поэтому воду мы добавляем меньше чем цемента на 30% от объема. На 3 ведра цемента уходит 2 ведра воды и это включительно с пластификатором и красителем. Такой бетон достаточно сложно вымешать. Для этого и нужно предварительно увлажнять бетоносмеситель. Ну, теперь включаем бетономешалку и в первую очередь заливаем отмеренную порцию воды пока без красителя и пластификатора. Дальше добавляем порцию цемента и перемешиваем, чтобы получилась однородная эмульсия (в народе говорят молочко). Потом добавляем отсев и у нас уже получается раствор. Хорошо перемешиваем и добавляем предварительно разбавленные компоненты: пластификатор и краситель. И все это хорошо вымешиваем пока не получим красивую на цвет однородную массу.
Данный рецепт полусухого бетона предназначен для вибролитья тонкостенных бетонных изделий или для производства шлакоблоков на самодельном станке.
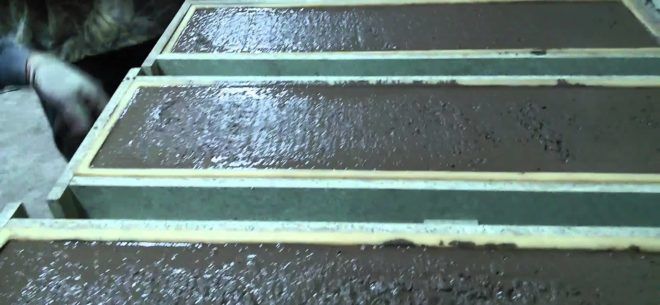
Когда у нас готов бетон мы заполняем формы и ставим их на вибростол. Количество форм на столе играет важную роль в интенсивности вибрации. Пружины стола не должны быть слишком перегружены и слишком ослаблены. Вибрация должна быть в определенной интенсивности. Как только вы поставили на стол формы с бетоном и включили вибростол, начинается волшебство. Сухой бетон начинает превращаться в жидкий. В формах появляется, все больше места и следует заполнить их еще. Кажется, что формы на вибростоле содержат уже жидкий бетон, но если перевернуть форму, ее содержимое не вываливается, а плотно прилипло к граням формы – значит, вы все делаете правильно. Длительность вибрации должна продолжаться приблизительно 4-5 минут. При должной вибрации не следует выключать вибростол до появления на бетоне в формах белой пенки. Это свидетельствует о том, что вышел весь воздух из бетона. После чего снимите формы и отнесите их в помещение, замещенное от солнечных лучей. Плитка высыхает буквально за сутки. В этом ей помогает низкое содержание воды и пластификатор, который в ходит в состав плитки. Пластификатор не только придает эластичность при формировании, а так же эффективно высушивает и усиливает прочность бетонного изделия. На следующий день можно сделать распалубку и у вас готовая плитка. Она должна 5 дней, отлежатся перед продажей. Это придаст ей максимальной прочности. Формы после распалубки необходимо мыть, несмотря на то, что они были смазаны. Бетон насколько цепкий, что все равно оставляет следы на пластиковых формах. Простой водой их не отмыть. Лучше использовать много соли. Приготовить заранее солевой раствор высокой концентрации. Так существенно легче и быстрее помыть пластиковые формы для тротуарной плитки.
Расчет рентабельности в технологии изготовления тротуарной плитки
Оборудование для изготовления тротуарной плитки и цены
Чтобы изготавливать тротуарную плитку необходимо купить оборудование.
| Наименование | Фото | Цена |
| Бетономешалка. |  | Цена зависит от объема в литрах в среднем 1,5$ за литр. Бетономешалка на 300 л. будет стоить 450$. Чем больше объем, тем дешевле цена за 1 литр. |
| Вибростол. |  | Можно делать своими руками он обойдется вам в 180$ максимум. Новый будет стоить от 500$. Я настоятельно рекомендую сделать вибростол своими руками, там нет ничего сложного. |
| Формы для изготовления тротуарной плитки. |  | Формы лучше брать с хорошего толстостенного пластика. Стоимость таких форм составляет от 1$ за штуку. На один квадратный метр покрытия в форме «рокки» понадобится 25 штук. А на квадрат формы «кирпич» нужно купить 50 форм. Все зависит от размера плитки. |
| Ведро. Лопата. Резиновые перчатки. |  | Доступно каждому. |
Для расчетов сроков окупаемости нам нужны такие показатели: стоимость оборудования в долларах производительность квадратных метров в сутки стоимость продукции долларов за 1 м.кв. рентабельность в процентах (%).
Расчет сроков окупаемости бизнеса лучше начинать с показателей производительности
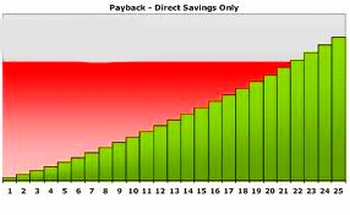 Допустим, мы хотим производить 40 м.кв. плитки в форме «рокки» за сутки. Нам понадобится бетономешалка на 300 литров (это будет примерно 6 заколотов раствора) стоимостью 450$. Самодельный вибростол 180$. Формы 1$ * 25 штук в квадратном метре «рокки» * 40м.кв. = 1000$. Ведро, лопата, резиновые печатки = 20$. Итого расходы на закупку оборудования составляют 1000$+450$+180$+20$=1650$. Продажная стоимость сорока квадратов готового изделия составит 40м.кв. * 7,5$(цена за 1м.кв.) = 300$. А себестоимость плитки составляет 40м.кв. * 3,2$ = 128$. При налаженном рынке сбыта, оборотное сальдо (чистая прибыль) составляет 300$ — 128$ = 172$ в сутки. Важно отметить, что в себестоимость продукции не включены расходы на зарплату рабочим. План рассчитан на работу одного человека. А значит, вам нужно будет подготавливать 1000 форм. На подготовку может уходить до 5 дней. По этой причине, в сутки ваше истинное сальдо будет равно 172$ / 5 дней = 34$. Поэтому справедливый срок окупаемости оборудования составит: 1650$ (закупка оборудования) / 34$ (чистая прибыль) = 50 дней. Если вы планируете работать с выходными, то 50 дней / 22 рабочих дня = 2,5 месяца.
Допустим, мы хотим производить 40 м.кв. плитки в форме «рокки» за сутки. Нам понадобится бетономешалка на 300 литров (это будет примерно 6 заколотов раствора) стоимостью 450$. Самодельный вибростол 180$. Формы 1$ * 25 штук в квадратном метре «рокки» * 40м.кв. = 1000$. Ведро, лопата, резиновые печатки = 20$. Итого расходы на закупку оборудования составляют 1000$+450$+180$+20$=1650$. Продажная стоимость сорока квадратов готового изделия составит 40м.кв. * 7,5$(цена за 1м.кв.) = 300$. А себестоимость плитки составляет 40м.кв. * 3,2$ = 128$. При налаженном рынке сбыта, оборотное сальдо (чистая прибыль) составляет 300$ — 128$ = 172$ в сутки. Важно отметить, что в себестоимость продукции не включены расходы на зарплату рабочим. План рассчитан на работу одного человека. А значит, вам нужно будет подготавливать 1000 форм. На подготовку может уходить до 5 дней. По этой причине, в сутки ваше истинное сальдо будет равно 172$ / 5 дней = 34$. Поэтому справедливый срок окупаемости оборудования составит: 1650$ (закупка оборудования) / 34$ (чистая прибыль) = 50 дней. Если вы планируете работать с выходными, то 50 дней / 22 рабочих дня = 2,5 месяца.
Плюсы и минусы бизнеса по изготовлению тротуарной плитки
 В целом бизнес выглядит весьма привлекательным. Плюсы бизнес идеи: Идея не требует профильных инвестиций для старта Высокий процент рентабельности Простой технологический процесс производства Короткий срок окупаемости. Из минусов стоит отметить. Бизнес существенно зависит от сезонности. Достаточно долгий и скучный процесс подготовки форм (все формы нужно отмыть соленой водой от бетона и обработать смазкой). Этот бизнес может начать каждый. Его можно сделать как основным, так и дополнительным источником доходов. Так же производство вибролитых изделий можно использовать в целях экономии. Например, рассмотреть как альтернативу закупки плитки для укладки возле своего дома.
В целом бизнес выглядит весьма привлекательным. Плюсы бизнес идеи: Идея не требует профильных инвестиций для старта Высокий процент рентабельности Простой технологический процесс производства Короткий срок окупаемости. Из минусов стоит отметить. Бизнес существенно зависит от сезонности. Достаточно долгий и скучный процесс подготовки форм (все формы нужно отмыть соленой водой от бетона и обработать смазкой). Этот бизнес может начать каждый. Его можно сделать как основным, так и дополнительным источником доходов. Так же производство вибролитых изделий можно использовать в целях экономии. Например, рассмотреть как альтернативу закупки плитки для укладки возле своего дома.
Если у вас идет стройка, то наверняка вы уже обзавелись бетономешалкой. Стол вы сделаете сами, а формы нужно купить. При случаях брака продукции можно использовать в других целях на стройке. Если вы очень осторожный человек и не готовы к рискам, то приобретите пару форм и попробуйте свои силы при мизерных затратах. Уверяю, у вас все получается. Тротуарная плитка это востребованный товар на рынке строительных материалов. Это расходный материал. Это самое практичное покрытие для двора. Например, асфальт при нагревании выделяет ядовитые пары. Бетон трескается при минусовой температуре. Мобильность плиточного покрытия позволяет свободно заменять изношенные участки. Верьте в продукт который вы продаете и у вас будут его покупать.
Оборудование для производства тротуарной плитки
 Популярность применения тротуарной плитки в качестве дорожного покрытия увеличивается с каждым днем. Это делает бизнес по изготовлению тротуарной плитки более востребованным и, следовательно, прибыльным.
Популярность применения тротуарной плитки в качестве дорожного покрытия увеличивается с каждым днем. Это делает бизнес по изготовлению тротуарной плитки более востребованным и, следовательно, прибыльным.
Необходимое оборудование
Производство тротуарной плитки не требует большого количества станков и прочих устройств. Здесь будет достаточным приобретение:
- бетономешалки;
- вибростолов (заливочного и распалубочного с комплектом рамок для разбивки);
- различные формочки для изготовления тротуарной плитки
За такой минимальный комплект агрегатов и устройств придется раскошелиться примерно на 100-500 тысяч рублей. Однако такая неавтоматизированная линия имеет некоторые отрицательные стороны. Одним из которых является необходимость привлечения ручного труда, а также низкое качество производимых изделий, небольшое количество произведенной продукции за единицу времени и, конечно же, низкая эффективность данного устройства.
Открытие автомобильной мойки — хорошее решение. Узнайте, какое оборудование для автомойки самообслуживания необходимо.

Оборудовать шиномонтаж? Без проблем. Все подробности по ссылке.
Если же бизнес-план предполагает выпуск большего количества тротуарной плитки за короткий промежуток времени, то лучше всего стоит запастись стационарным вибропрессом. Такой агрегат представляет собой механизированную линию по производству тротуарной плитки либо полуавтомат, который способен изготавливать как тротуарную плитку, так и другие бетонные изделия. Цена такого вибропресса колеблется в пределах 1,5 миллиона рублей. Но высокая стоимость быстро окупается за счет высокой производительности и низкого энергопотребления.
Существует 2 наиболее распространенные технологии изготовления тротуарной плитки:
- Вибропрессование;
- Вибролитье.
Для каждой из этих технологий понадобится закупка различного комплекта оборудования. К тому же, способы изготовления тротуарной плитки отличаются уровнями механизации – от практически полноценного ручного труда до полной автоматизации.
Технология производства тротуарной плитки: вибропрессование
 Данный способ изготовления тротуарной плитки подразумевает применения специального устройства – вибропресса. Сам процесс изготовления тротуарной плитки происходит следующим образом:
Данный способ изготовления тротуарной плитки подразумевает применения специального устройства – вибропресса. Сам процесс изготовления тротуарной плитки происходит следующим образом:
- С использованием смесителя изготавливается бетонная смесь;
- Подготовленный раствор для изготовления тротуарной плитки передается с применением транспортера от смесителя к вибропрессу;
- Вибропресс участвует в прессовке смеси, формируя тем самым готовые изделия;
- Готовые продукты производства пресса передаются на поддоны либо стеллажи, где вылеживаются в течение 12 часов;
- Высушенные изделия подлежат упаковке и передаются в торговые точки.
Если для производства тротуарной плитки было выбрано автоматизированное оборудование, то все эти шаги производятся лишь одним устройством. Работникам цеха остается только следить за правильностью засыпания пропорций ингредиентов, необходимых для замешивания раствора.
Вибростолы для изготовления тротуарной плитки
 При изготовлении тротуарной плитки способом вибролитья потребуется приобретение одного единственного оборудования – вибростола. Вибростолы также могут различаться в зависимости от уровня автоматизации: какие-то имеют автоматизированную линию передачи изделий, какие-то способны автоматически выбивать готовые продукты вибростола и т.д.
При изготовлении тротуарной плитки способом вибролитья потребуется приобретение одного единственного оборудования – вибростола. Вибростолы также могут различаться в зависимости от уровня автоматизации: какие-то имеют автоматизированную линию передачи изделий, какие-то способны автоматически выбивать готовые продукты вибростола и т.д.
Шаги производства тротуарной плитки вибролитьем:
- Заранее подготовленный раствор заливается в формы для изготовления тротуарной плитки;
- Эти самые формы перемещают на стол для изготовления тротуарной плитки, где они будут находиться в течение определенного времени;
- Формы убирают с вибростола и помещают на 12 часов в теплый склад;
- Готовые плиты аккуратно выбивают из форм.
Комплект оборудования для вибролитья обойдется несколько дешевле по сравнению с набором устройств, предназначенных для вибропрессования.
Изделия, полученные путем литья, имеют более ровную, гладкую поверхность, и имеется возможность изготовления плитки различных форм и размеров.
К недостаткам изделий, которые изготавливает оборудование для вибролитья тротуарной плитки, стоит отнести более низкое качество продукции и более высокую себестоимость (объясняется менее экономичным расходованием раствора).
Формы для изготовления тротуарной плитки
 Чаще всего для производства использует формы, изготовленные из пластика, резины или полиуретана. В зависимости от материала формы способны выдерживать различное количество циклов: резина может «не терять своей формы» на протяжении 500 циклов, пластик – 250, а полиуретан – 100.
Чаще всего для производства использует формы, изготовленные из пластика, резины или полиуретана. В зависимости от материала формы способны выдерживать различное количество циклов: резина может «не терять своей формы» на протяжении 500 циклов, пластик – 250, а полиуретан – 100.
Перед заливкой заранее подготовленной смеси в формы желательно смазать «посуду» специальными составами. При предпочтении работать без смазок, следует предварительно обработать поверхности форм антистатиком. После снятия изделий из форм, они тщательно осматриваются и при надобности обрабатываются раствором соляной кислоты.
Для смазывания форм можно применять такие вещества как эмульсол, ОПЛ-1 российского производства и СРА-3 производства Англии. Во избежание порчи поверхности форм, не рекомендуются использовать смазки, содержащие нефтепродукты. Смазку на формы стоит наносить тонким слоем, иначе на готовых изделиях могут оставаться видимые поры. Если эмульсол и ОПЛ-1 стоит наносить на формы перед каждой заливкой раствора, то английской смазки хватит на пару формовок.

Интересует изготовление клееного бруса? Популярная информация представлена тут.
Смесь для изготовления тротуарной плитки
Бетономешалка принудительного действия окажется незаменимым устройством для изготовления декоративного бетона. Суть приготовления смеси для производства тротуарной плитки ненамного отличается от способа приготовления обычного бетона.
Перемешивание ингредиентов смеси осуществляется в следующем порядке:
- В бетономешалку засыпают песок, и окрашивающий пигмент;
- Затем к вышеперечисленным составляющим добавляют щебень, после чего происходит замешивание в течение 15-20 секунд;
- Эти компоненты дополняют цементом, замешивают смесь в течение 20 секунд;
- Добавляют в смесь воду и специальные добавки и осуществляют замес раствора продолжительностью в 1-1,5 минуты.
С целью увеличения срока службы тротуарной плитки включают в бетонную смесь добавки на основе полипропилена, полиамида или же щелочестойкие волокна.
Щелочестойкие волокна способствуют образованию трехмерной решетки, которая позволяет в несколько раз повысить выносливость, надежность и прочность готового изделия.
Пресс для изготовления тротуарной плитки Рифей-Удар

Вибропресс Рифей-Удар – мощный агрегат, позволяющий производить такие строительные изделия как тротуарная плитка, декоративные камни, кирпич и т.д. Изготовление изделий на данном устройстве осуществляется путем вибропрессования раствора.
Основные показатели производительности:
- шлакоблок – 330 штук за единицу времени;
- полублок – 500 штук за единицу времени;
- тротуарная плитка – 25 кв.м за единицу времени.
Единица времени равна 1 часу.
Вибропрессовочное оборудование Рифей-Удар работает мощностью в 21 кВт, имеет вес в 4,6 тонны и требует занятости 3-4 людей.
Покупатель, сделав выбор в пользу станка для изготовления тротуарной плитки Рифей-Удар, получает высококачественное, автоматизированное оборудование, позволяющее изготавливать различные строительные материалы. Причем в качестве основного ингредиента для замеса раствора могут выбраны песок, шлак, опилки и пр.
Основные достоинства вибропресса:
- быстрая окупаемость;
- экономичность (из-за возможности использовать отходы изделий);
- высокая производительность;
- быстрота монтажа и запуска станка.
Оборудование для вибропрессования тротуарной плитки Мастек-Метеор

Мастек-Метеор находит свое применение при производстве бетонных изделий, в том числе и тротуарной плитки. Здесь используется способ объемного вибропрессования. В качестве «исходников» выступают песок или щебень + цемент + вода.
Отличительной особенностью Мастек-Метеора считается уменьшенная зона формования. Но это не мешает для открытия широких возможностей при изготовлении стройматериалов. Так, всего за одну формовку Метеор способен выдать 3 шлакоблока или 5 полублоков. На этом оборудовании возможно производство 300 видов различных бетонных изделий.
Вибратор для изготовления тротуарной плитки Мастек-Метеор имеет такое устройство
Оборудование установлено на раму. Винтовые домкраты предназначены для регулирования агрегата по высоте, что позволяет выпускать изделия различных габаритных размеров. Готовый раствор загружается из бетономешалки в приемный бункер с использованием специализированного скипового подъемника. Матрица заполняется бетонным раствором путем применения специального приспособления. Благодаря высокой прочности вибростола достигается достаточно сильное уплотнение бетонной смеси. Формовка занимает в среднем около 30 секунд. Поддоны подаются и убираются с ленты вручную.
Вибропресс Форманта-Геркулес
 Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Форманта-Геркулес – вибропресс для изготовления облицовочных и стеновых камней, тротуарной плитки и прочих изделий путем полусухого вибпропрессования. Этот агрегат позволяет выпускать качественную, конкурентоспособную и надежную продукцию.
Основные достоинства вибропресса Форманта:
- позволяет выпускать большую номенклатуру изделий;
- способен изготавливать двухслойную тротуарную плитку;
- имеет мощный вибрационный блок;
- более экономичное потребление цемента.
Существует огромное количество различного оборудования для изготовления тротуарной плитки. Выбор той или иной установки обуславливается исходя из количества имеющихся денежных средств, необходимого уровня автоматизации оборудования, требуемой производительности, габаритных размеров помещения, где будут располагаться станки.
Видео про производство тротуарной плитки
Вибропрессование в производстве тротуарной плитки
На современном рынке представлено самое разное оборудование для производства тротуарной плитки. Какое из них имеет самые выгодные характеристики для производства плитки?
Рынок давно переполнен китайским оборудованием для производства тротуарной плитки. Стоимость такого оборудования всегда остается на низком уровне, но при этом сильно страдает качество. Поэтому выбирая оборудование для изготовления тротуарной плитки импортного производства, необходимо учесть несколько важных моментов:
- Производительность зарубежных станков в некоторых случаях намного ниже, чем их российские аналоги, зато цена намного выше.
- Дорого обходится замена вышедших из строя деталей. Причем, чтобы замена была качественной, необходимо вызвать специалиста, а найти его неимоверно сложно.
- Формирование комплекта оборудования для изготовления брусчатки зависит от технологического процесса обработки искусственного камня.
Способы производства
Для непрофессиональных условий самым подходящим процессом производства тротуарной плитки считается вибролитье. За основу берется бетонная смесь, которую заливают в особые формы. Необходимую плотность получают на специальном вибрационном столе.

Другим способом производства таких изделий считается вибропрессование. Бетонный раствор в полусухом состоянии укладывается в пресс-форму. Ее устанавливают на мощную вибрирующую станину. Для уплотнения используют специальный пуансон так называемый вибропресс для изготовления такого изделия.
Необходимое оборудование
Для изготовления тротуарных блоков, брусчатки и плитки, потребуется специальное оборудование:
- бетоносмеситель;
- заливной вибростол;
- пресс-формы;
- распалубочный вибростол. В комплект входит набор рамок, чтобы выполнить разбивку.
Такое оборудование специалисты называют универсальным.
Оно часто используется также и для изготовления:
- блоков;
- кирпичей;
- бордюров.
При этом дополнением будут использованы специальные формы.
Вибролитье
Чтобы запустить такое производство, необходимо иметь несколько устройств, выполняющих технологические функции:
- бетоносмеситель – с помощью этого агрегата происходит замешивание рабочей смеси. В случае производства двухслойной плитки, понадобится несколько установок;
- специальные формы – в них формируется вид плиточного изделия, поэтому они могут отличаться своими габаритами и формой.
Такие пресс-формы могут изготавливаться из самого разного материала:
- дерева;
- стали;
- пластмассы.
Форма должна быть изготовлена так, чтобы специалист мог ее легко эксплуатировать долгие годы. Поэтому прочности такого изделия уделяется большое внимание.
Линии вибропрессования GLOBMAC
Дополнительное оборудование
А также потребуется ряд дополнительного оборудования:
- формовочный вибростол – в устройство вибропрессующего оборудования входит подвижная плита, закрепленная на станине. После включения электродвигателя, плита начинает непрерывно двигаться. В результате происходит уплотнение бетона. В это время из камня удаляются воздушные пузырьки. Это значительно улучшает качественные показатели искусственного камня;
- термокамера – в ней, определенное время выдерживается готовое изделие, после чего полученный модуль извлекается из формы.
Вибропрессование
Для работы применяется рабочий раствор в полусухом состоянии. Этот процесс часто полностью автоматизирован, поэтому на больших производствах очень часто устанавливают линии для производства тротуарной плитки.
Чтобы получить рабочий раствор, в котором будет очень мало жидкости, включается бетоносмеситель, а затем вибропресс. В матричную форму, установленную на вибростоле, подается рабочая смесь. Пуансон начинает опускаться, раствор прижимается к матрице, затем включается вибрация, одновременно для пуансона и вибростола.
После этого вибрацию отключают. Матрицу удаляют с изделия. Транспортерная лента перемещает модуль, цикл повторяется.
Чтобы изготавливать тротуарную плитку вышеописанными способами, и добиваться высокой автоматизации технологических работ, необходимо задействовать также и дополнительное оборудование. Оно помогает быстрее и проще выполнить довольно трудоемкие работы:
- погрузчики;
- вибросито;
- гильотина;
- вибрационная площадка.
Формы
Форма для таких изделий часто изготавливается из разного материала. Однако, чаще всего для этих целей используют:
- пластик;
- резину;
- полиуретан.
Материал формы сильно влияет на ее прочность и долговечность. От него зависит, какое количество циклов сможет выдержать эта пресс-форма:
- прочная резина – 500 циклов;
- пластик – 250 циклов;
- полиуретан – 100 циклов.

Заливка формы происходит согласно соответствующему технологическому процессу. Сначала формующую поверхность смазывают специальным составом.
Если начать работу без предварительной смазки, рабочую поверхность формы необходимо обработать антистатиком.
Готовая тротуарная деталь, после извлечения из формы, подвергается контролю и тщательному осмотру. При обнаружении дефектов ее дополнительно обрабатывают соляной кислотой.
Чтобы смазывать формующую поверхность применяются несколько видов смазок. Самыми популярными считаются:
- эмульсол;
- ОПЛ-1, изготовленная в России;
- СРА-3, английского производства.
Чтобы не испортить поверхность формы, запрещается пользоваться смазками, в состав которых входят нефтепродукты. Поверхность обязана смазываться очень тонким слоем. Если этого не сделать, на готовой плитке могут появиться сильно заметные поры.
Эмульсол, а также ОПЛ-1 наносится на формующую поверхность перед началом каждой заливки бетонной смеси, английскую смазку следует использовать для нескольких формовок.

Самые популярные модели оборудования для изготовления тротуарной плитки
Среди большого разнообразия прессового оборудования, наиболее востребованными для производства таких деталей, остается несколько брендовых моделей.
«Рифей-Удар»
Очень мощное устройство, на котором специалисты могут изготавливать самые разные строительные изделия:
- декоративные камни;
- тротуарную деталь;
- кирпич;
- бордюры и прочее.
Для производства изделий, на этом устройстве используется принцип вибропрессования бетонного раствора.
Агрегат отличается от своих аналогов следующими показателями производительности:
- полублок – 500 штук в час;
- шлакоблок – 330 изделий в час;
- плитка тротуарная – 25 кв. метров в час.

Вибропрессование на устройстве, марки «Мастек-Метеор»
Для работы такого оборудования используется технологический процесс объемного прессования. На агрегате мастера могут изготавливать самые разные бетонные изделия, не составляет исключения и тротуарная плитка любых размеров и форм. Исходным материалом для такого пресса стали:
- песок, можно заменить щебнем;
- цемент;
- вода.
Агрегат «Мастек-Метеор» отличается от подобных систем уменьшенной зоной, в которой происходит процесс формования. Однако, такое уменьшение не повлияло на производство нужных строительных материалов.

После одного процесса формования на «Метеоре» изготавливают сразу пять полублоков или три шлакоблока. Такое оборудование рассчитано на изготовление более 300 видов изделий из бетона.
Вибропресс марки «Форманта-Геркулес»
Это особое оборудование для производства крупных деталей. На таком оборудовании специалисты могут изготовить:
- облицовочные камни;
- стеновые панели;
- тротуарную плитку.
Принцип работы агрегата построен на использовании технологического процесса полусухого вибропрессования. Все получаемые изделия отличаются своим высоким качеством и надежностью. Они уже давно составляют конкуренцию аналогичным изделиям.
Главным преимуществом «Форманты» считается:
- большой ассортимент выпускаемой продукции;
- имеется возможность производить тротуарную плитку, состоящую из двух слоев;
- вибрационный блок имеет повышенную мощность;
- значительно снижается расход цементной смеси.

Сравнение
Промышленности известно много моделей оборудования для производства тротуарной плитки. При выборе какого-либо устройства, учитывается его производительность, стоимость и качество выпускаемой продукции.
Кроме того, необходимо помнить, что такие станки необходимо устанавливать только в больших помещениях. Для массового производства тротуарной плитки следует использовать специальные автоматические линии. Любой вибропресс для производства тротуарной плитки требует внимательности от работника и щепетильности. Для изготовления плитки используют только качественные материалы.
Видео: Оборудование для производства тротуарной плитки и блоков
5 лучших марок вибропрессов для изготовления тротуарной плитки
Теоретически для данных целей можно задействовать самодельный пресс-станок, чертежи находятся в свободном доступе, но изготовить сложный агрегат с гидроприводом, устойчивостью к вибрациям и нагрузкам и учесть все инерционные и размерные характеристики могут единицы. К отдельным требованиям относят контроль частоты воздействий, помимо высокого значения они должны быть регулируемыми или как минимум независящими от колебаний и скачков электросети. Подобрать их нужную амплитуду могут только специалисты.
Вибропресс с увеличенной зоной формовки и горизонтальной подачей поддонов, при необходимости дооснащаемый модулем для двухслойных изделий или системой автоматизации. Урал-М7 используется в практически во всех строительных областях, форма и размеры продукции зависят от вида пресс-форм, производительность установки за 1 час составляет до 100 п.м. поребриков и декоративных бордюрных элементов, 54 м2 брусчатки и 700 шт стеновых блоков с разной долей пустотности. Габариты варьируются в пределах высоты формовочной зоны – от 50 до 300 мм.
Минимальная мощность Урал-М7 – 13,5 мм, емкость основного приемного бункера – 1200 м3. При подключении к растворно-бетонному узлу для обслуживания линии задействуются силы 3-4 человек, место его расположения (над прессом или рядом) выбирается исходя из потребностей заказчика. Принятый по умолчанию горизонтальный вариант приема поддоном также может быть изменен на вертикальный.

Стационарный вибропресс с высокой производительностью, используемый для выпуска строительных материалов на основе песков, отсевов, керамзита, шлаков, щебня и аналогичных наполнителей и цемента в качестве вяжущего. Характеризуется уникальной точностью матриц, простотой управления и экономичностью. При установочной мощности в 2 кВт и двигателя гидростанции в 4 выдает до 600 шт плитки в час или 150 стеновых камней. Высота варьируется в пределах 50-215 мм, для брусчатки это значение не превышает 70.
Габаритные размеры вибропрессовального мини-станка при базовой комплектации составляют 1350 мм по длине, 1400 по ширине и 2050 по высоте, вес достигает 915 кг. Цикл формовки занимает 25-30 с, для обслуживания линии задействуются силы 2-3 человек. Площадь зоны вибропрессования – 420×600 мм. Рекомендуемый размер крупного заполнителя для данного оборудования варьируется в пределах 5-10 мм, в любом случае он не должен превышать 1/3 от величины минимальных линейных габаритов. При соблюдении этого условия получаемая на станке продукция характеризуется высокой прочностью и морозостойкостью и низким водопоглощением.

 Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Объемное прессование осуществляется на формовочной зоне размером 500×260 мм с возможностью изменения высоты брусчатки в пределах 50-100 мм. Весь рабочий цикл занимает 15-20 с, получаемые элементы остаются на металлическом поддоне до окончательного набора прочности. Для запуска непрерывного вибропрессования потребуется помещение площадью от 130 м2 и высотой в 6 м, объем приемочного бункера составляет 0,28 м3. Модель не предназначена для выпуска стенового камня в виде крупных блоков, но с ее помощью возможно изготовление качественного кирпича для обустройства тротуаров и площадок.
Компактный китайский станок для производства кирпича и тротуарной плитки методом вибропрессования с надежными и проверенными характеристиками. Рекомендуют приобрести при необходимости запуска полноценной полуавтоматической линии для строительных материалов и элементов благоустройства, они характеризуются высокой геометрической точностью и разнообразием форм.

К конструкционным преимуществам относят надежную работу гидравлической станции за счет отвода тепла и фильтра возврата масла и наличие эффективной системы управления процессами прессования. Устройство обеспечивает вибрационную частоту до 3000 об/мин, при цикле формовки в 15-20 с на выходе получаются прочные и максимально гладкие изделия.
Как организовать производство тротуарной плитки с нуля
Организовать производство тротуарной плитки можно как в домашних условиях, так и в промышленном масштабе. Тут все дело в количестве средств и точек сбыта. А по сути это примитивный стройматериал, который делать проще, чем керамический кирпич. Дело выгодное, поэтому разберемся с необходимым оборудованием, промышленными циклами и иными важными моментами для начинающих.
В условиях частного сектора
Кустарные производители тротуарной плитки, они же простые частники. Чаще всего материал такого формата либо не годится в работу, либо устраивает любого покупателя. Ведь все на совести владельца импровизированного завода на заднем дворе. Разберемся, что нужно сделать, чтобы обзавестись таким производством.
Ничего сложного, по материалу не обойтись без:
- Цемента.
- Чистого песка.
- Щебня (мелкая фракция).
- Пластификаторов.
- Красителей.
- Воды.
Из этих компонентов делают тротуарную плитку для любого типа площади. Можно выполнить необходимый метраж для садовой дорожки, что при правильной сноровке и желании перерастет в выгодные масштабы.

Изготовление тротуарной плитки в домашних условиях подразумевает действие по такой технологии:
- Готовим необходимое оборудование для производства плитки и формы. Само оборудование лучше описать отдельно, а вот формы это просто. Существует всего два их вида или типа: заказные и самодельные. В основе всегда качественный пластик, но может быть и резина. Иногда допустим выбор трафаретной доски, но это на случай приготовления раствора на месте стройки, а не в цеху.
- Компоненты для бетонных смесей. Сразу скажем, что на мелкую партию (до 20 единиц) приобретать все для качественного раствора не выгодно. Хотя созданное своими руками всегда лучше, нежели неизвестный производитель или поставщик.
- Подбираем рецептуру для раствора.
- Приготовленный цементный состав погружают в каждую форму и добиваются того, чтобы вышел воздух из емкости. Вот для этого и нужны вибростолы. Их также заказывают или же ставят своими руками, подбирая нужный по мощности двигатель.
- Выдерживаем заготовки. В форме каждая плитка должна находиться не менее 48 часов. И только после этого идет окончательная просушка для улучшения прочностных показателей.
Про необходимое и не очень оборудование
Итак, самое необходимое оборудование для изготовления тротуарной плитки, начиная с главного:
- Бетономешалка. Обычная, почти бытовая конструкция подойдет. В каждом частном доме есть такой современный инструмент.
- Вибрирующая установка, она же вибростол. Уже специализированное оборудование, нужное, в первую очередь, для уплотнения, а также для выгонки пузырей. Если конкретно, то оборудование для производства тротуарной плитки вибропрессованием.
- Площадь и стеллаж для сушки. Без опыта кажется, что и без свободной площади можно обойтись. Однако это весь нужный элемент в цепочке, поскольку даже двадцати квадратных метров не всегда достаточно для просушки скромной партии.

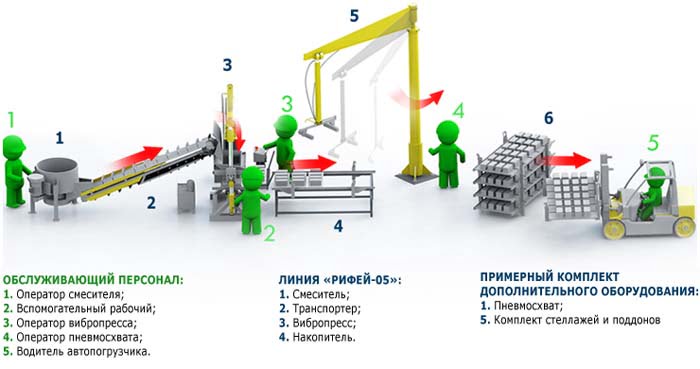
Оборудование для производства тротуарной плитки, вернее для масштабного размаха можно и увеличить. Но тогда потребуется небольшой штат, чтобы поставить за каждую из установок человека. Обычно рабочий цикл в таком формате выполняют в последовательности:
- Бетоносмесители.
- Заливочные вибростолы.
- Распалубочные вибростолы, включающие набор рамок. Последние требуются для разбивки сырого материала.
- Коммерческие (не самодельные) формы под плитку.
Представленное оборудование для тротуарной плитки это, конечно, улучшенный темп производства. Но дольше всего сохнет результат производства, а для финишной готовности недостаточно природного сквозняка. Процесс можно ускорить, если поставить в цех те же тепловые пушки.
Подробнее про цены
Любая технология производства тротуарной плитки, точнее, производственная линия из четырех циклов обойдется в 300-500 тысяч рублей. Но допустимо и существенное вложение. Это когда вместо нескольких установок ставят универсальную. Называется она вибропрессом. Это станок стационарного формата, включающий всех рабочие циклы. Причем, можно отливать на таких устройствах не только плитку, но и другой, похожий по составу и технологии, стройматериал. Обойдется улучшенное оборудование в копеечку, а точнее в 1,6 млн. рублей. Остается докупить формы и можно выпускать качественную плитку, строительные блоки, бордюры и кирпичи.
Конечно, если говорить не про производство плитки в домашних условиях, а о бизнесе, то стационарные линии обязательно дополняют трансформатором, гидравлическими телегами, погрузчиками. Только в таком наборе исключают покупку лопат, мастерков, тачек и прочих мелочей.

Формируем плитку
Технология изготовления тротуарной плитки в домашних условиях основана на двух подходах именно к формовке:
- Вибропрессование. Очень дорогое, поскольку обязательно понадобится вибрационный пресс. Но и качество будет лучше. Обычно такое оборудование окупается за сезон при правильном сбыте, однако подойдет ли это именно для частного сектора? Скорее всего нет.
- Вибролитье. То, что нужно, если практиковать изготовление плитки во дворе своего дома. Да и окупиться подобное вложение за несколько недель. Еще плюс: не нужны устойчивые к нагрузке формы, достаточно емкостей из резины или мягкого пластика.
Подробнее про формы, а точнее про их разновидности. Любая технология производства тротуарной плитки в домашних условиях не полноценна, если нет различных форм для расширения ассортимента. Но что приятно, так это стоимость такого расходного материала. За штуку цена начинается от 20 рублей. По составу пластик, и рост цены обусловлен лишь увеличением формы и разнообразием рисунков.

Подробная технология
Технология тротуарной плитки начинается не с выбора цемента, а с рецептуры. Опять же два варианта развития:
- Фактура. Это лицевая видимая часть. Естественно, обязана поддерживать лучшие показатели по прочности и долговечности. А рецепт для фактурного слоя прост: цемента в два раза больше от нормы. На единицу песка потребуется две единицы щебня. Плюс пластифицирующая добавка и красители.
- Основа. Отвечает стойкость, поскольку она формирует запланированную толщину. Здесь уже меньше цемента. На один кубический метр состава понадобится 250 килограмм цемента. Щебень и песок 1 к 1. Нет красителей, пластификатор по стандартному расходу.
На обычном, бюджетном оборудовании начинают работу так:
- Задействуют две бетономешалки для основы и фактуры. На первой не используется краситель.
- В это же время необходимо обработать вибростол. Для этого достаточно выставить формы как можно плотнее друг к другу.
- Далее заливают фактуру. Достаточно всего 2-3 см от дна.
- После чего уже уплотняют небольшую массу в формах на вибростоле, он же станок для производства плитки тротуарной. И для этого можно включить установку на 5-10 секунд. Причем, на большинстве столов можно выставить колебания, и для этого процесса правильнее выбрать умеренный уровень.
- Заливаем основу. Выполняем загрузку емкости до самого края. Включаем умеренный режим на короткий период в 10 секунд.
- То, что необходимо выравнивать, обрабатывают шпателями. После чего можно формы перемещать на поддон или в стеллаж. Сверху обычно емкости с подсыхающим раствором закрывают пластиком.
- А уже на стеллаже или поддоне свежую партию закрывают полетной пленкой или плотным полиэтиленом. Совершать какие-либо действия с емкостями разрешается спустя двое суток.
- Специфическая распалубка. Для освобождения формы нужно на несколько минут распарить формы в теплой воде (60-70 градусов).
- Отпуск. Желательно высушить стройматериал полностью, и для этого ждут до 28 часов. Подразумевается естественная температура в летний период.

Выгодная плитка из вторсырья
Конечно, стройматериал для некоторых площадей должен быть обязательно на основе бетона, однако садовые дорожки, игровые площадки и многое другое все чаще мостят альтернативным материал. И выгоднее всего тротуарная плитка из резиновой крошки, своими руками, отлить которую не так и дорого. Для этого не понадобится щебень, песок и цемент. Производство резиновой плитки своими руками выполняется в таком составе:
- Резиновая крошка.
- Полимеры.
- Краситель.
- Модифицирующий наполнитель.
Тротуарная плитка из резины выйдет максимально бюджетной, если использовать дробленые покрышки. А переработкой займется недорогой станок. Здесь опять же два варианта развития событий:
Дробим механическим способом. На ленте покрышки подают под специальные резаки, и материал готов к новой жизни. Так выгоднее всего разбить старые и забытые колеса.
Обрабатываем в ударно-волновой камере. Дробление, причем необходима дорогостоящая установка.
Производство резиновой плитки своими руками основывается на холодной или горячей обработке вторичного материала. Оба варианта это что-то на подобии процессов плавления, только под разными температурами. Причем, горячая обработка выгоднее и быстрее.

Как происходит изготовление резиновой плитки своими руками?
Все очень просто:
- Подготовка. Измельчение вторичного сырья до состояния мелкой крошки.
- Смесь. В станок для производства плитки своими руками помещают нужные компоненты. А именно каучуковую крошку, клей, наполнитель и красители.
- Формы. Все замешено, и состав отправляют под пресс, где проистекает процесс уплотнения.
- Термическая обработка. Это и есть холодная или горячая обработка. Первый вариант – это температура в диапазоне 70-80 градусов Цельсия, второй 130-140.
Из вспомогательного оборудования нужны:
- Формовочные столы.
- Стенды под заготовки.
- Платформы для смесителей.
Но для начального, гаражного этапа подойдет станок для производства тротуарной плитки, своими руками собрать который не трудно. Конкретнее, дробилка резины.
Преимущество именно такого материала в том, что резину можно положить на любой вид или тип поверхности. И ни одна плитка не станет причиной для формирования лужи. Срок службы выше бетонного изделия, поскольку резина и клей в составе устойчивее к перепадам температуры. Плюс замечательный дренажный эффект, что уместно на любой пешеходной площади. Получается, что тротуарная плитка из резиновой крошки своими руками выгоднее, чем цементная.
Итоги
Начать производство плитки в условиях частного сектора можно даже и с 10 тысячами рублей в кармане. Ведь покупать для такой работы нужно все, что нельзя сделать своими силами. И станок для плитки тротуарной, своими руками, столь разрекламированный на сегодняшний день, собирается быстрее, чем сохнет первая партия у соседа. А заснять видео изготовления тротуарной плитки в домашних условиях – это уже уровень.
Начать производство плитки в условиях частного сектора можно даже и с 10 тысячами рублей в кармане.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Оборудование для производства полимерпесчаной плитки

Оборудование для производства резиновой плитки

Производство брусчатки как бизнес идея

Технология производства строительных шлакоблоков

